Thread Grinding
Grinding
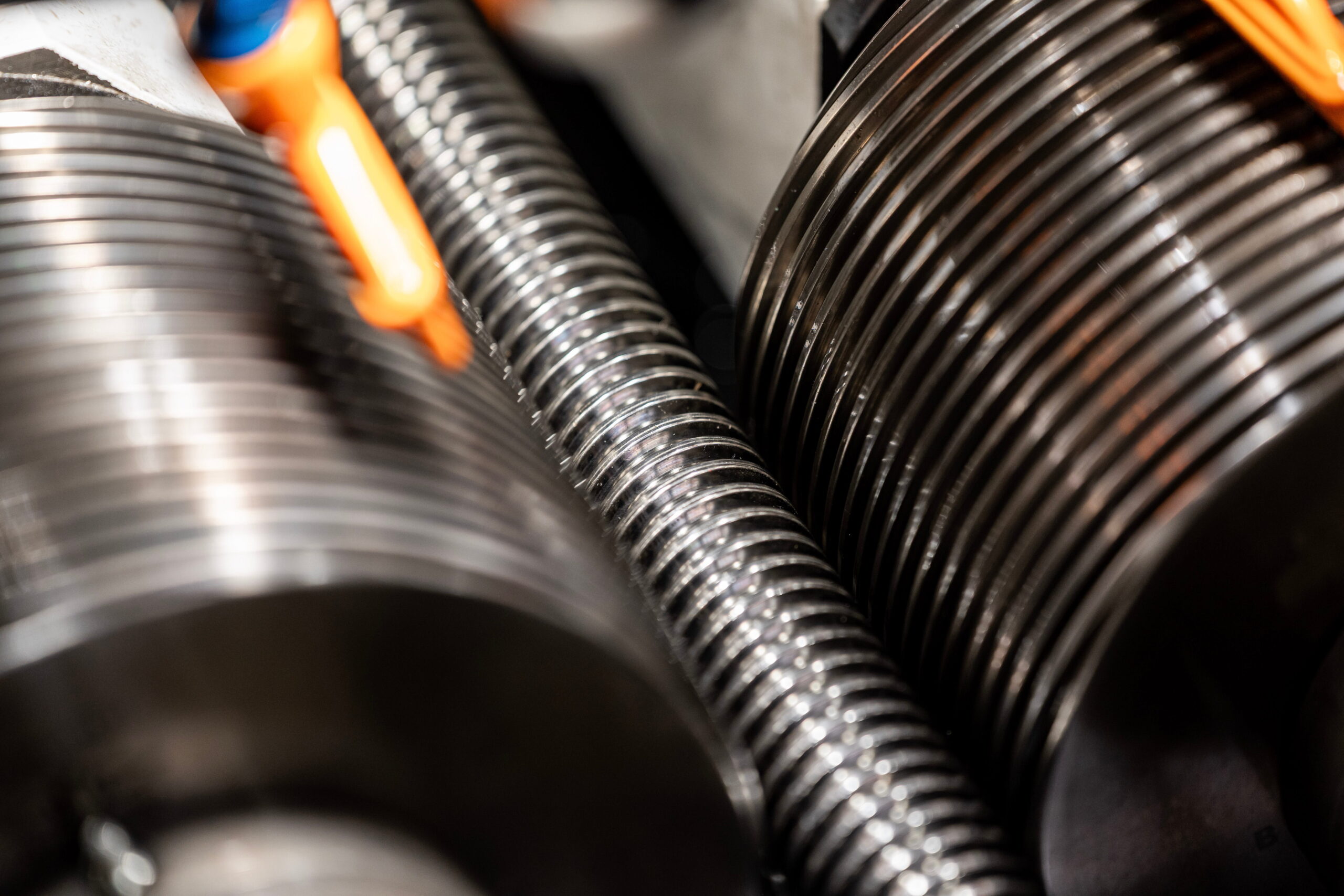
In thread grinding, the thread profile is created by material removal using a rotating grinding wheel with a negative profile. This removes thin layers of material from the workpiece while the workpiece is precisely clamped and aligned. Controlled rotational movements achieve uniform machining, ensuring that tight tolerances are reliably maintained.
Precision in perfection
Thread grinding for the most demanding applications
Maximum lead accuracy, excellent surfaces, and perfect parallelism – our ground trapezoidal and ball screws set standards in precision, durability, and performance.

Technical advantages
- Highly accurate lead and exact profiles
- Excellent surfaces for optimal running behavior
Lower friction ensures a longer service life for the components - Spindle parallelism under 0.01 mm
The axis guidance remains exact even over longer spindle lengths. - Lower temperature fluctuations during machining
Minimal material expansion guarantees consistent quality
- Zero pitch possible for 2-start spindles
Perfect synchronicity for multi-start spindles - Fine optimization via profile roller to improve surface and profile
Even higher accuracy for special requirements - Maximum infeed during grinding: 0.2 mm
Enables controlled material removal and uniform thread profiles
The process in detail – thread grinding

Technical highlights
- Grinding tool: Special grinding wheels with a long service life, precisely profiled for ball screw tracks
- Process parameters: Optimized speed, feed, coolant pressure, and dressing intervals for the highest accuracy classes
Quality features
- Form and dimensional accuracy: Deviations < 10 µm over the entire component length
- Surface roughness (Ra): Typically 0.15–0.30 µm for quiet operation
- Inspection: Three-coordinate measuring systems and optical sensors for exact documentation of the ball track
Thread grinding is a high-precision, abrasive manufacturing process with geometrically undefined cutting edges. It is considered the classic method for machining threads in hardened material – particularly in the production of ball screws. Despite its high accuracy, the process is cost-intensive due to long machining times and is used at Kammerer specifically for special requirements.
In this process, the trapezoidal or ball screw profile is created through precise material removal. Unlike whirling, the material is not removed by cutting, but is shaped by a rotating grinding wheel that carries the negative profile of the desired thread.
First, the workpiece is clamped in a high-precision grinding machine and exactly aligned. For spindles up to six meters in length, alignment takes place on several cylinders to ensure concentricity and parallelism; longer spindles are repositioned to ensure a smooth transition.
The grinding wheel rotates at high speed and moves along the workpiece while the workpiece rotates on its own axis. This coordinated movement ensures uniform material removal, minimal tolerances, and excellent surface quality.
For spindles up to six meters in length, alignment is performed on several cylinders to ensure concentricity and parallelism. For even longer spindles, repositioning is used to guarantee a smooth transition. This results in ball screws that meet the highest requirements for precision and load capacity.
High-precision internal thread grinding for ball screws
Internal thread grinding is a crucial manufacturing step in the production of high-precision ball screw nuts for demanding ball screws. This process enables maximum dimensional accuracy, minimal surface roughness, and optimal running quality – essential for applications in machine tools, positioning systems, and measuring equipment.
Why internal thread grinding for ball screws?
The process is cost-intensive but indispensable for ball screw nuts with:
- high precision
- even distribution of load
- long service life
- minimal backlash and high dynamic rigidity

Technologies